在本指南中,您將找到您需要了解的有關(guān)注塑成型的所有信息。掌握技術(shù)的基本原理并快速學(xué)習(xí)可操作的設(shè)計(jì)技巧,這將節(jié)省您的時(shí)間并降低成本。
第1部分基礎(chǔ)知識(shí)
什么是注塑成型?它是如何工作的,它的用途是什么?
在本節(jié)中,我們將回答這些問題并向您展示注塑件的常見示例,以幫助您熟悉該技術(shù)的基本原理和應(yīng)用。
什么是注塑成型?
注塑成型是一種用于批量生產(chǎn)具有良好公差的相同塑料零件的制造技術(shù)。在注塑成型中,聚合物顆粒首先熔化,然后在壓力下注入模具中,液態(tài)塑料在模具中冷卻并固化。注塑成型中使用的材料是熱塑性聚合物,可以著色或填充其他添加劑。您周圍的幾乎所有塑料部件都是使用注塑成型制造的:從汽車部件到電子外殼,再到廚房用具。注塑成型之所以如此受歡迎,是因?yàn)樵?strong style="box-sizing: border-box; margin: 0px; padding: 0px; border: 0px; vertical-align: baseline; font-style: inherit; font-variant: inherit; font-weight: 600; font-stretch: inherit; line-height: inherit; font-family: inherit; font-size: 22px;">大批量生產(chǎn)時(shí)每單位成本極低。注塑成型提供了高重復(fù)性和良好的設(shè)計(jì)靈活性。注塑成型的主要限制通常歸結(jié)為經(jīng)濟(jì)性,因?yàn)樾枰獙?duì)模具進(jìn)行高額初始投資。此外,從設(shè)計(jì)到生產(chǎn)的周轉(zhuǎn)時(shí)間很慢(至少 4 周)。
注塑成型工藝
注塑成型如今廣泛用于消費(fèi)品和工程應(yīng)用。您周圍的幾乎所有塑料制品都是使用注塑成型制造的。這是因?yàn)樵摷夹g(shù)可以以非常低的每件成本(通常為每件 1-5 美元)以非常高的產(chǎn)量(通常為 1,000 到 100,000 多個(gè)單位)生產(chǎn)相同的零件。
但與其他技術(shù)相比,注塑成型的啟動(dòng)成本相對(duì)較高,主要是需要定制模具。模具的成本可能在 3,000 美元到 100,000 美元以上,具體取決于其復(fù)雜性、材料(鋁或鋼)和精度(原型、試運(yùn)行或全面生產(chǎn)模具)。
所有熱塑性材料都可以注塑成型。某些類型的有機(jī)硅和其他熱固性樹脂也與注塑工藝兼容。注塑成型中最常用的材料有:
- 聚丙烯 (PP):約占全球產(chǎn)量的 38%
- ABS:約占全球產(chǎn)量的 27%
- 聚乙烯 (PE):約占全球產(chǎn)量的 15%
- 聚苯乙烯 (PS):約占全球產(chǎn)量的 8%
即使我們考慮所有其他可能的制造技術(shù),僅這四種材料的注塑成型就占全球每年生產(chǎn)的所有塑料零件的40%以上!
注塑機(jī):它們是如何工作的?
注塑機(jī)由 3 個(gè)主要部分組成:注塑單元、模具– 整個(gè)過程的核心 – 以及鎖模/頂出單元。
在本節(jié)中,我們將檢查每個(gè)系統(tǒng)的用途以及它們的基本操作機(jī)制如何影響注塑成型過程的最終結(jié)果。
注射單元的目的是熔化原料塑料并將其引導(dǎo)到模具中。它由料斗、機(jī)筒和往復(fù)螺桿組成。
以下是注塑成型工藝的工作原理:
- 首先將聚合物顆粒干燥并放入料斗中,在那里它們與著色顏料或其他增強(qiáng)添加劑混合。
- 顆粒被送入機(jī)筒,同時(shí)被加熱、混合并通過可變螺距螺桿向模具移動(dòng)。螺桿和機(jī)筒的幾何形狀經(jīng)過優(yōu)化,有助于將壓力提高到正確的水平并熔化材料。
- 然后柱塞向前移動(dòng),熔化的塑料通過流道系統(tǒng)注入模具,填充整個(gè)型腔。隨著材料冷卻下來,它會(huì)重新凝固并形成模具的形狀。
- 最后,模具打開,現(xiàn)在實(shí)心的零件被頂針推出。然后模具關(guān)閉并重復(fù)該過程。
整個(gè)過程可以非常快速地重復(fù):周期大約需要30 到 90 秒,具體取決于零件的大小。
零件彈出后,將分配到傳送帶上或存放容器中。通常,注塑件可以立即使用,幾乎不需要后處理。
制造模具
模具就像照片的底片:它的幾何形狀和表面紋理直接轉(zhuǎn)移到注塑件上。
它通常占注塑成型啟動(dòng)成本的最大部分:對(duì)于簡(jiǎn)單的幾何形狀和相對(duì)較小的生產(chǎn)運(yùn)行(1,000 到 10,000 件),典型模具的成本約為 2,000-5,000 美元,最高可達(dá) 100,000 美元適用于為全面生產(chǎn)(100,000 件或更多)而優(yōu)化的模具。
這是由于設(shè)計(jì)和制造可以精確生產(chǎn)數(shù)千(或數(shù)十萬)個(gè)零件的高質(zhì)量模具所需的高水平專業(yè)知識(shí)。
模具通常是CNC加工的由鋁或工具鋼制成,然后按要求的標(biāo)準(zhǔn)完成。除了零件的負(fù)片外,它們還具有其他功能,例如有助于材料流入模具的流道系統(tǒng),以及有助于和加速零件冷卻的內(nèi)部水冷通道。
3D 打印材料的最新進(jìn)展使得能夠以一小部分成本制造適用于小批量注塑成型(100 個(gè)零件或更少)的模具。由于傳統(tǒng)模具制造的成本非常高,這種小批量在過去在經(jīng)濟(jì)上是不可行的。
最簡(jiǎn)單的模具是直拉模具。它由兩部分組成:腔體(正面)和芯體(背面)。
在大多數(shù)情況下,首選直拉模具,因?yàn)樗鼈冊(cè)O(shè)計(jì)和制造簡(jiǎn)單,總成本相對(duì)較低。但是有一些設(shè)計(jì)限制:零件的每一側(cè)必須有 2.D 幾何形狀并且沒有懸垂(即下方不支持的區(qū)域)。
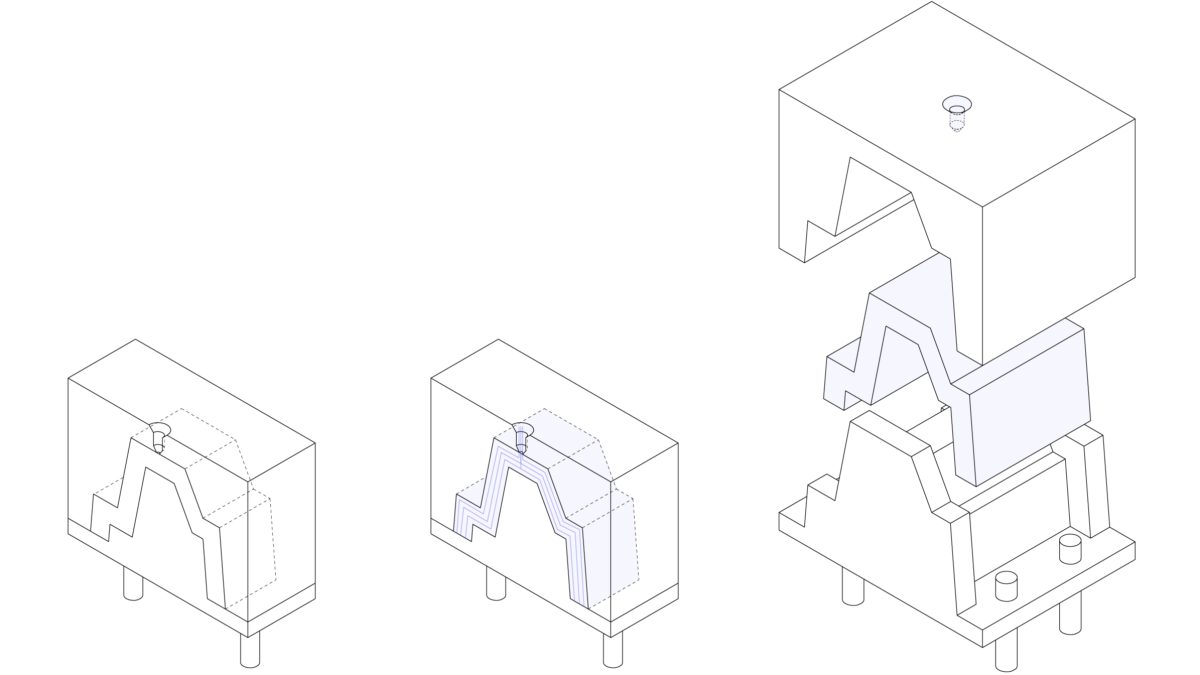
如果需要更復(fù)雜的幾何形狀,則需要可伸縮的側(cè)向芯或其他插件。
側(cè)向型芯是從頂部或底部進(jìn)入模具的移動(dòng)元件,用于制造帶有懸垂部分的零件(例如,型腔或孔)。不過,應(yīng)謹(jǐn)慎使用副作用,因?yàn)槌杀緯?huì)迅速增加。有趣的事實(shí):大約 50% 的典型注塑周期專門用于冷卻和固化。最小化設(shè)計(jì)的厚度是加快這一步驟并降低成本的關(guān)鍵。
模具的2面:A面和B面
注塑件有兩個(gè)側(cè)面:A 面,面向型腔(模具的前半部分)和 B 面,面向型芯(模具的后半部分)。這兩個(gè)方面通常用于不同的目的:
A面通常具有更好的視覺外觀,通常被稱為美容面。根據(jù)您的設(shè)計(jì)規(guī)范,A 側(cè)的面將是光滑的或具有紋理。
B 面通常包含零件的隱藏(但非常重要)的結(jié)構(gòu)元素(凸臺(tái)、肋、卡扣等)。出于這個(gè)原因,它被稱為功能方面。B 面通常會(huì)有較粗糙的光潔度,并且頂針上有明顯的痕跡。
將材料注入模具:流道系統(tǒng)
流道系統(tǒng)是引導(dǎo)熔融塑料進(jìn)入模具型腔的通道。它控制液體塑料注入型腔的流量和壓力,并在彈出后將其移除(它會(huì)折斷)。流道系統(tǒng)通常由 3 個(gè)主要部分組成:
- 澆口是所有熔化的塑料在進(jìn)入模具時(shí)最初流經(jīng)的主要通道。
- 流道將熔化的塑料沿著模具兩半相交的面鋪開,并將支線連接到澆口。可能有一個(gè)或多個(gè)流道,將材料導(dǎo)向一個(gè)或多個(gè)零件。流道系統(tǒng)在頂出后與零件斷開。這是注塑成型中唯一的材料浪費(fèi),其中15-30%可以回收再利用。
- 澆口(是材料進(jìn)入模具型腔的入口點(diǎn)。它的幾何形狀和位置很重要,因?yàn)樗鼪Q定了塑料的流動(dòng)。
-
不同的澆口類型適用于不同的應(yīng)用。注塑成型中使用的澆口有 4 種類型:
- 邊澆口在模具兩半的分型線上注入材料,是最常見的澆口類型。流道系統(tǒng)必須稍后手動(dòng)拆除,在注射點(diǎn)留下一個(gè)小缺陷。
- 隧道澆口在分型線下方注入材料。當(dāng)零件從模具中彈出時(shí),流道系統(tǒng)會(huì)折斷,無需手動(dòng)移除。這使得這種類型的門非常適合非常大的體積。
- 后澆口從型腔的背面注入材料,隱藏了因破壞其他澆口類型而留下的小缺陷。這些澆口用于需要出色視覺外觀的零件。
- 熱尖端直接連接到支線并從零件的頂部注入塑料。這種流道系統(tǒng)不會(huì)浪費(fèi)任何材料,使其成為大規(guī)模生產(chǎn)的理想選擇,但在注射點(diǎn)會(huì)看到一個(gè)凹坑。
遺跡
在流道系統(tǒng)與零件連接的點(diǎn)上,通常可以看到一個(gè)小的缺陷,稱為痕跡。
如果出于審美目的不希望出現(xiàn)痕跡,那么也可以“隱藏”在零件的功
夾緊和頂出系統(tǒng)
注塑機(jī)的另一端是鎖模系統(tǒng)。鎖模系統(tǒng)有雙重用途:在注射過程中保持模具的兩個(gè)部分緊密閉合,并在打開后將部分推出模具。
零件彈出后,它會(huì)落到傳送帶或存儲(chǔ)桶上,然后重新開始循環(huán)。
然而,模具不同運(yùn)動(dòng)部件的對(duì)齊從來都不是完美的。這會(huì)導(dǎo)致產(chǎn)生 2 個(gè)常見缺陷,這些缺陷幾乎在每個(gè)注塑成型部件上都可見:
-
- 在模具兩半相交的零件側(cè)面可見的分型線。它們是由微小的錯(cuò)位和模具略微圓潤的邊緣引起的。
-在零件隱藏的 B 側(cè)可見的噴射器(或見證)標(biāo)記。它們的產(chǎn)生是因?yàn)轫斸樤谀>弑砻嫔戏铰晕⑼怀龌蛟谀>弑砻嫦路娇s進(jìn)。
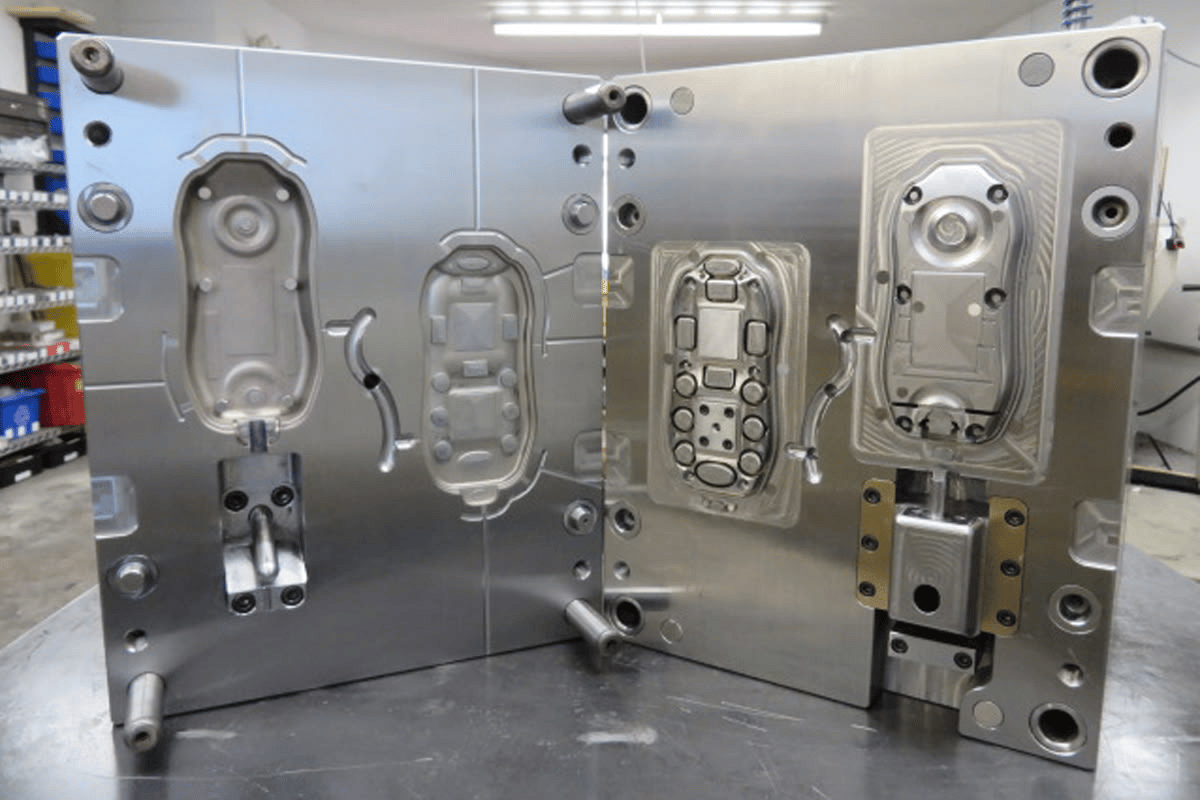
下圖顯示了用于制造遙控器外殼兩側(cè)的模具。快速測(cè)驗(yàn):嘗試在此模具上定位型芯(A 側(cè))、型腔(B 側(cè))、流道系統(tǒng)、頂針、側(cè)動(dòng)型芯和排氣孔。

注塑成型的好處
塑料的大批量生產(chǎn)注塑成型是制造大量相同塑料零件的最具成本競(jìng)爭(zhēng)力的技術(shù)。一旦創(chuàng)建了模具并設(shè)置了機(jī)器,就可以非常快速地以非常低的成本制造額外的零件。
注塑成型的建議最小生產(chǎn)量為 500 件。此時(shí),規(guī)模經(jīng)濟(jì)開始發(fā)揮作用,相對(duì)較高的模具初始成本對(duì)單價(jià)的影響不那么顯著。
材料范圍廣幾乎所有熱塑性材料(以及一些熱固性塑料和有機(jī)硅)都可以注塑成型。這為設(shè)計(jì)提供了非常廣泛的具有不同物理特性的可用材料。
用注塑成型生產(chǎn)的零件具有非常好的物理性能。它們的性能可以通過使用添加劑(例如,玻璃纖維)或通過將不同的顆粒(例如,PC/ABS 混合物)混合在一起來實(shí)現(xiàn)所需的強(qiáng)度、剛度或抗沖擊性水平。
非常高的生產(chǎn)力典型的注塑成型周期持續(xù) 15 到 60 秒,具體取決于零件的尺寸和模具的復(fù)雜程度。相比之下,CNC 加工或 3D 打印可能需要幾分鐘到幾小時(shí)才能產(chǎn)生相同的幾何形狀。此外,一個(gè)模具可以容納多個(gè)零件,進(jìn)一步提高了該制造工藝的生產(chǎn)能力。
這意味著每小時(shí)可以生產(chǎn)數(shù)百個(gè)(甚至數(shù)千個(gè))相同的零件。
良好的重復(fù)性和公差注塑成型工藝具有高度可重復(fù)性,生產(chǎn)的部件基本相同。當(dāng)然,隨著時(shí)間的推移,模??具會(huì)出現(xiàn)一些磨損,但典型的試運(yùn)行鋁模具將持續(xù) 5,000 到 10,000 個(gè)循環(huán),而由工具鋼制成的全面生產(chǎn)模具可以承受 100,000 多個(gè)循環(huán)。
通常,注塑成型將生產(chǎn)公差為 ± 0.500 mm (0.020”) 的零件。在某些情況下,更嚴(yán)格的公差低至 ± 0.125 mm (0.005”) 也是可行的。這種精度水平足以滿足大多數(shù)應(yīng)用的需要,并且可以與 CNC 加工和 3D 打印相媲美。
出色的視覺外觀注塑成型的一個(gè)關(guān)鍵優(yōu)勢(shì)在于它可以生產(chǎn)幾乎不需要額外精加工的成品。模具的表面可以拋光到非常高的程度,以創(chuàng)建像鏡子一樣的零件。或者可以對(duì)它們進(jìn)行噴砂處理以形成紋理表面。SPI 標(biāo)準(zhǔn)規(guī)定了可以達(dá)到的精加工水平。
注塑成型的局限性
工具的高啟動(dòng)成本注塑成型的主要經(jīng)濟(jì)制約因素是模具的高成本。由于必須為每個(gè)幾何形狀制作定制模具,因此啟動(dòng)成本非常高。這些主要與模具的設(shè)計(jì)和制造有關(guān),通常成本在 5,000 美元到 100,000 美元之間。出于這個(gè)原因,注塑成型僅適用于 500 臺(tái)以上的生產(chǎn)在經(jīng)濟(jì)上可行。
設(shè)計(jì)變更成本高昂模具制造出來后,修改起來非常昂貴。設(shè)計(jì)更改通常需要從頭開始創(chuàng)建新模具。因此,正確設(shè)計(jì)用于注塑成型的零件非常重要。
在第 2 部分中,我們列出了在設(shè)計(jì)注塑成型時(shí)要牢記的最重要的設(shè)計(jì)注意事項(xiàng)。在第 5 部分中,我們還將了解如何通過創(chuàng)建零件的物理原型來降低風(fēng)險(xiǎn)。
比其他技術(shù)更長(zhǎng)的交貨時(shí)間注塑成型的典型周轉(zhuǎn)時(shí)間在 6-10 周之間。制造模具需要 4-6 周,另外還有 2-4 周用于生產(chǎn)和運(yùn)輸。如果需要更改設(shè)計(jì)(這很常見),則周轉(zhuǎn)時(shí)間會(huì)相應(yīng)增加。
相比之下,桌面 3D 打印機(jī)制造的零件可以在一夜之間交付,而工業(yè) 3D 打印系統(tǒng)的交貨時(shí)間通常為 3-5 天。CNC 加工零件通常在 10 天內(nèi)或最快 5 天內(nèi)交付。